 |
|||
|
|
|||
|
Page Title:
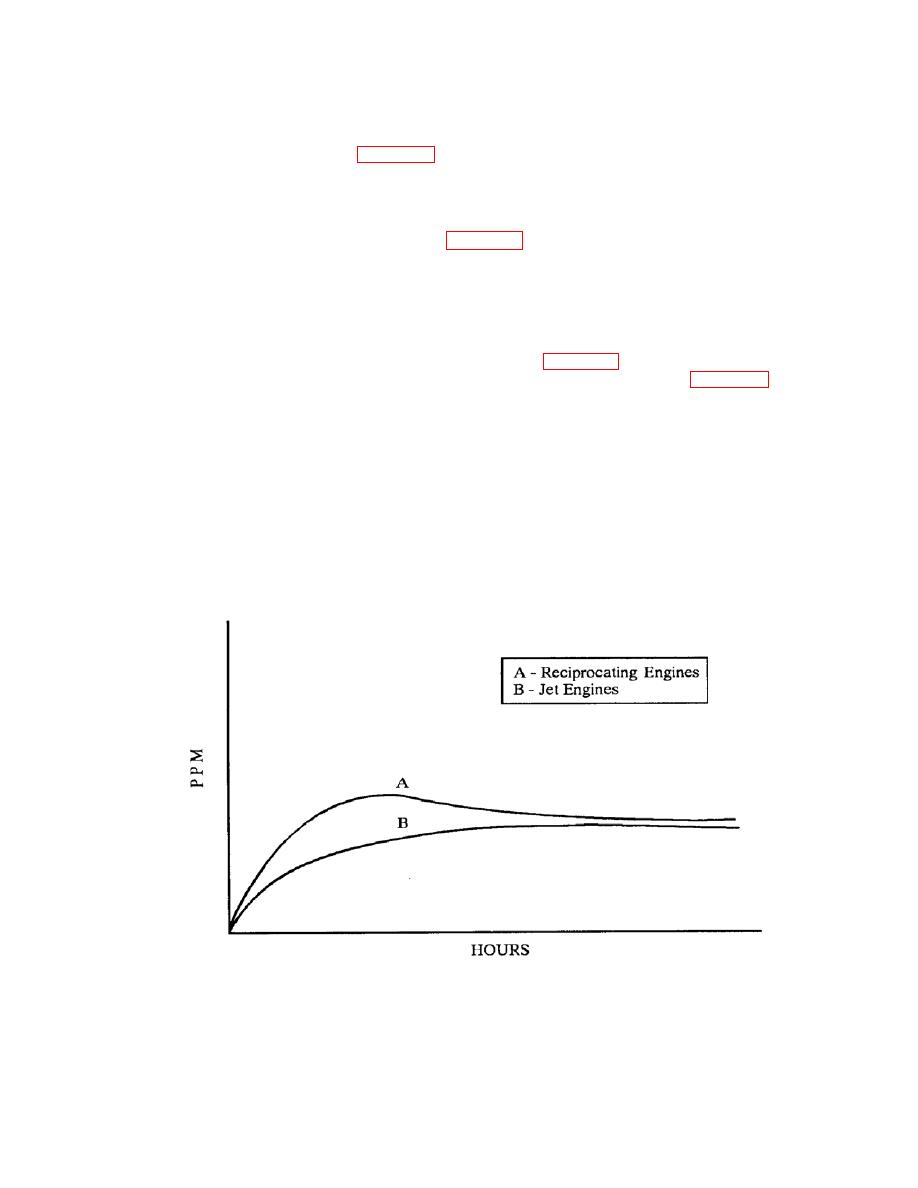
Figure 2-2. Wear-metal Concentration vs. Operating Hours |
|
||
| ||||||||||
|
|
 NAVAIR 17-15-50.1
TM 38-301-1
T.O. 33-1-37-1
CGTO 33-1-37-1
i. Patterns of Wear. Note that in figure 2-1, the wear-metal concentration level continued to increase
gradually as the equipment continued in operation. In actual practice, this may not happen because of the effect
of fluid consumption and the replenishment of lost fluid by new fluid. Fluid replenishment usually causes the
wear-metal concentration level in a normal engine to "level off" and remain steady. If fluid were replaced as it
was lost (rather than at discrete intervals, as is the actual practice), the effect of this oil replenishment on the
wear-metal concentration level would be as shown in figure 2-2. In this hypothetical example, the wear-metal
concentration level reaches its steady state following the break-in period and then remains fairly constant. This
steady state point is a function of two variables: (1) the rate of fluid consumption and replenishment, and (2) the
rate of wearmetal production by internal friction within the equipment. Theoretically, a steady-state condition is
never reached but is only approached as a limiting condition. In practice, the steady-state point varies due to
changing rates of fluid consumption and wearmetal production.
j. Effects of Fluid Loss/Addition/Change. The smooth curve of figure 2-2 shows the hypothetical result if
fluid was replaced as it was lost. This, of course, is impossible for most items of equipment. Figure 2-3 shows the
effect of periodic fluid addition and a fluid change. In components such as some reciprocating engines, where oil
depletion is rapid and replenishment is frequent, concentrations of wearmetals will change erratically. Under
these conditions it is best for the oil sample to be taken for analysis just prior to the addition of new oil. An
accurate record of time since last oil change or oil addition is a requisite for the evaluator, as he may be misled if
this information is incorrectly reported. Eight parts per million iron at 50 hours since oil change may be normal for
a turbine engine; however, eight parts per million at 2 hours since oil change may indicate impending failure.
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
