 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 9-2320-269-34-1
REAR-REAR AXLE DIFFERENTIAL - CONTINUED
ACTION
LOCATION
ITEM
REMARKS
ASSEMBLY - CONTINUED
NOTE
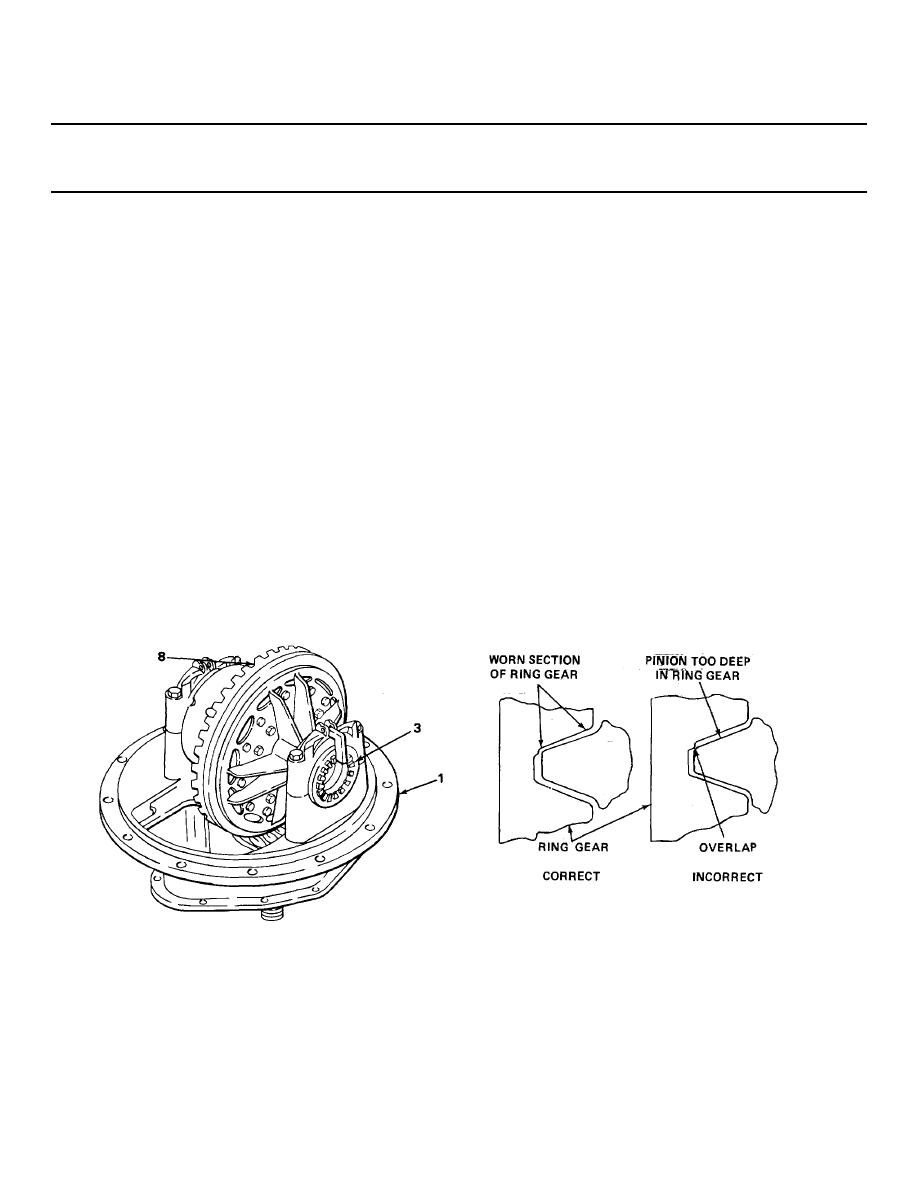
A special effort should be made to set the backlash between pinion gear and ring gear to the same amount as was
originally built into them: 0.006 - 0.012 inch (1.5 - 0.30 mm). Usually the amount of backlash is stamped or etched
on the ring gear.
When original pinion gear and ring gear sets are reinstalled, the wear pattern on the gear teeth must be considered
in the backlash adjustment. Gears that have been in service for a long time form running contacts and should not be
changed too much. If, in checking backlash, the amount measured is more than amount stamped on ring gear, the
backlash may be reduced only by the amount that will avoid overlap of the worn tooth section. An overlap at the
worn section will cause gear operation to be noisy and rough.
79.
Differential
Ring gear (8) a.
Mount dial indicator on carrier (1).
carrier (1)
and two bearing
b.
Measure blacklash on ring gear
(8)
adjusters (3)
using indicator.
Backlash tolerance is 0.008 - inch
(0.20 - mm).
c.
To adjust backlash, use a 24-inch pry
bar and back off one adjuster (3) while
advancing the other adjuster (3) the
same amount.
TOP
TA238566
2-925
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
